+
微信号:切换按钮及底部微信

欢迎留言或随时致电我们进行咨询。
联系电话 188-8115-2887



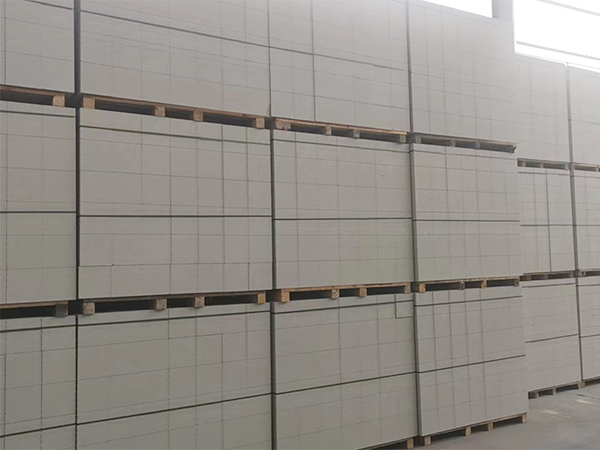
加气砖通过输送链将模具推入初始腔室以进行初始气体冷凝
来源:四川嘉耀东加气砖厂 | 发布时间:2024年06月26日
2024年6月26日,加气砖通过输送链将模具推入初始腔室以进行初始气体冷凝
商业模式也在网络的高速特快列车上。 加气砖逐渐形成了独特的电子商务形式。 人们的衣服,食物,住所和运输都可以通过网络完成。 例如,加气砖可以通过因特网上的鼠标容易地知道。 和价格,但网络是一把双刃剑。 在正常发展的同时,一些网络卖家有忽视消费者的现象。 加气砖着眼于电子商务的双重价格。
在加气砖和切割和浇注之后,通过输送链将模具推入初始腔室以进行初始气体冷凝,室温为50-70℃,并且初始加热时间为1.5-2小时( 根据地理优势,这可以避免)工艺),在初始提升之后,使用负压扩张器将模具框架和坯料一起悬挂在切割台上,在该切割台上预先放置水壶的底板。 取下模架。 曝气块切割机横切坯料,纵向切割,磨削面包头,将模架挂回模具车进行手动清洗和脱脂,然后将其挂在模具上的模具上进行 下一次浇注,加上空气挡板切断后,空心体和水壶底板上的两个起重机悬挂在车上。 在层之间支撑两层,并且几块卡片组合在一起。

商业模式也在网络的高速特快列车上。 加气砖逐渐形成了独特的电子商务形式。 人们的衣服,食物,住所和运输都可以通过网络完成。 例如,加气砖可以通过因特网上的鼠标容易地知道。 和价格,但网络是一把双刃剑。 在正常发展的同时,一些网络卖家有忽视消费者的现象。 加气砖着眼于电子商务的双重价格。
上一条:
加气砖的三个原因导致液压系统受到影响
下一条:
免蒸加气砖中的轴承在正常操作中起着至关重要的作用
【相关文章】




-
address
绵阳市江油市三合镇东山路
-
tell
向先生:188-8115-2887
-
E-maril
1912118921@qq.com
-
网址
-

扫一扫添加微信
版权声明:本网站所刊内容未经本网站及作者本人许可, 不得下载、转载或建立镜像等,违者本网站将追究其法律责任。本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领,我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。
 首页
首页
 微信
微信
 电话
电话